Texty - Velkomoravské ostruhy
Posouzení velkomoravské ostruhy s ploténkami (typ Prušánky)z pohledu řemeslné náročnosti její výroby
V březnu 2009 jsem byl požádán prof. PhDr. Josefem Ungerem, CSc. z Ústavu antropologie PřF MU v "rně o spolupráci při pokusu o rekonstrukci praktického užití velkomoravské ostruhy z hrobu č. 163 v Divákách (trať Padělky za Humny), jejíž součástí byla i výroba repliky této ostruhy. Rád jsem přijal účast na tomto projektu, který nám umožní experimentálně zmapovat alespoň tuto malou část středohradištního černého řemesla v našich zemích na příkladu tohoto poměrně jednoduchého výrobku.
 obrázek 1 (a-f)
obrázek 1 (a-f)
Jako výchozí materiál jsem použil železný plochý hranol o rozměrech 85×30×8 mm a hmotnosti kolem 160 g (obr.1a).
 fotografie 1
fotografie 1
Originální nález s přibližnými rozměry 134×97 mm má tvar písmene U s poněkud rozevřenými rameny, přičemž v centrální části se nachází krátký hrot (asi 18 mm dlouhý) ostruhy osmihranného průřezu, ramena jsou profilu trojúhelníkového s úhly cca 90 a 2×45˚, na koncích ukončena ploténkami ve tvaru nepravidelného pětiúhelníku o tloušťce zhruba 2-3 mm. Způsob připevnění plotének k tělu ostruhy není naprosto jednoznačně jasný, ale na jedné z nich se zdá, že ploténka je vložena do osazení v ramenu ostruhy a přinýtována železným nýtkem o průměru přibližně 2 mm se zapuštěnými hlavičkami (obr.3). Jednoznačně by to ale mohl potvrdit či vyvrátit jen rentgenový či spíše metalografický průzkum.
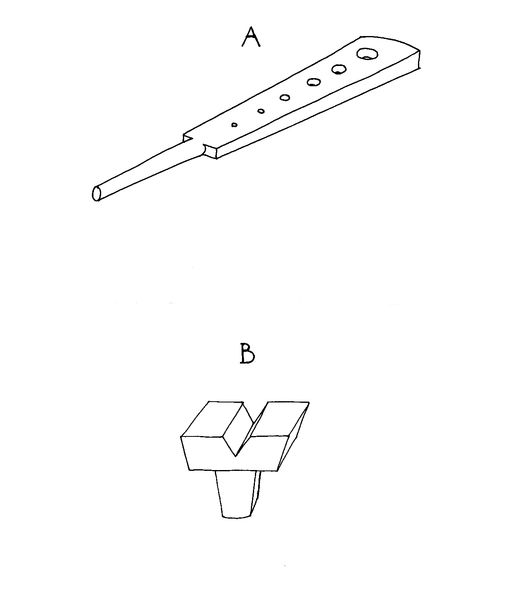 obrázek 2 (a, b)
obrázek 2 (a, b)
Tento byl za horka rozseknut (obr. 1b), pak byl na opačném konci osazen a vykován hrot ostruhy (obr.1c), poté byl tento hrot vložen do kruhového otvoru v hřebovnici (obr. 2a) a vykuta týlní část středu ostruhy za hrotem, obě rozseknutá ramena byla zúžena a prodloužena kováním (obr.1d, foto 1), vtlačena údery do zápustky (obr. 2b) s drážkou ve tvaru trojúhelníku (obr.1e) a na závěr vytvarována do tvaru písmene U (obr. 1f). Tento výkovek měl již rozměry originálu, jen byl celkově asi o 1 až 2 mm ve všech profilech masivnější. Materiálový přídavek byl v dalším kroku odpilován hrubým pilníkem, čímž se srovnaly všechny nerovnosti a ostruha získala finální tvar.
Otazníkem zůstává způsob připevnění koncových plotének. Jejich vykování přímo z ramene ostruhy by bylo velmi obtížné, a je nepravděpodobné. Koneckonců i kdyby to výrobce udělal tímto způsobem, nezbavil by se nutnosti vytvoření otvorů o průměru 2 mm (čtyřikrát na každé ostruze) pro upevnění řemení - právě tvorba těchto drobných otvorů je hlavním technickým problémem, jak uvidíme níže. Zbývá tedy jen přinýtování samostatně vyrobených plotének k ramenům ostruhy, čemuž nasvědčuje i makroskopické pozorování originálu. Zde však přicházíme k problému jak vytvořit velmi malé otvory pro nýty.
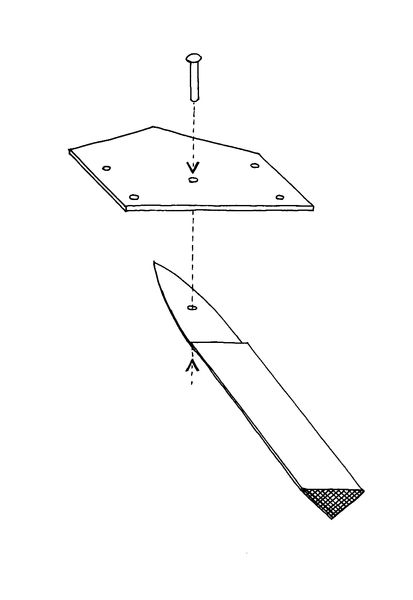 obrázek 3 - výroba
obrázek 3 - výroba
Vzhledem ke značnému průměru děrovaného materiálu (5mm u ramene ostruhy, 3mm u ploténky) nemohly být otvory prostřiženy za studena, a vezmeme-li v úvahu malý průměr otvoru, ani za horka. Výroba funkčního kovářského průbojníku o průměru pouhých dvou milimetrů je totiž jen těžko realizovatelná. Nejpravděpodobnější se tedy jeví provrtání, což ovšem kromě vrtačky na ruční pohon(snad dřevěné rámové či svidříkové), jejichž existenci můžeme jistě v 9. století očekávat, předpokládá i zvládnutí výroby ocelového (pravděpodobně kopinatého) vrtáku o malém průměru, což byl jistě pro kováře velký řemeslný výkon. Vrtání organických materiálů však bylo prokazatelně známé již od paleolitu a mezi ním a vrtáním kovů není žádný podstatný technologický rozdíl. Některé středohradištní kovové artefakty lze podle mého názoru interpretovat jako vrtané (Galuška 1998 - str.105 obr. 7) i když je nutno předpokládat, že častěji bylo u malých otvorů užíváno (bylo-li to technicky možné) jednodušší a rychlejší prostřižení za studena, metalograficky jednoznačně vícenásobně identifikované (Hošek 2003 str.174-185). Každopádně by stálo za to v budoucnu tuto teorii experimentálně ověřit, případně provést výše zmiňovaný metalografický průzkum, který by definitivně postup výroby této konkrétní ostruhy objasnil. Jsou-li mé hypotézy správné, lze považovat tuto část tvorby ostruhy v podmínkách 9. století za nejnáročnější, nicméně zvládnutelnou pro zkušeného a specializovaného řemeslníka.
Na konci ramen jsem tedy podle těchto závěrů vypiloval osazení pro usazení plotének, tyto pak byly vyrobeny z plechu o průměru 3 mm, svrtány s rameny a snýtovány(obr. 3).
 fotografie 2 - replika a originál
fotografie 2 - replika a originál
Na konec byla ostruha vyhlazena jemným pilníkem a napatinována ohřevem na teplotu kolem 400˚C, čímž získala i určitou antikorozní úpravu skrze šedomodrou vrstvičku FeO na povrchu (foto 2). Součástí práce byla i výroba přezky a průvlečky pro řemení, sloužící k upevnění ostruhy na nohu. Tyto doplňky nejsou nutným vybavením ostruhy a nejsou ani předmětem této studie.
Závěr:
Ostruha, jak plyne z výše uvedeného, nepatří k složitým a náročným výrobkům (s podmíněnou výjimkou zmíněného připevňování plotének). Přesto je namístě předpokládat vzhledem k použitému nářadí a technologiím (viz. tab. 1 a 3) jako výrobce spíše specializovanějšího řemeslníka než obyčejného vesnického kováře. Nízká materiálová (320 g měkkého železa pro pár) a časová (15 pracovních hodin pro pár-viz. tab. 2) náročnost ji řadí k běžně používaným a pravděpodobně nepříliš drahým výrobkům. Uvědomíme-li si finanční náklady na koupi a vydržování jezdeckého koně, patřily náklady na ostruhy jistě spíše k marginální části celku.
| Operace | Časová náročnost operace |
| kování | 1,5h |
| pilování | 2,5h |
| připevnění plotének | 2h |
| povrchová úprava | 1,5h |
| celkem | 7,5h |
| Použité nářadí | kategorie pravděpodobného výskytu v kovářské dílně |
| kleště ploché | běžné |
| kovářský perlík | běžné |
| kovářský sekáč | běžné |
| hřebovnice(obr.2a) | běžné |
| zápustka s drážkou(obr.2b) | speciální vybavení |
| plochý a půlkulatý pilník | běžné |
| vrták o průměru 2mm | speciální vybavení |
Citovaná literatura:
- L.Galuška: Souprava velmože z hrobu 266/49 ze Starého Města In: Ve službách archeologie, "rno 1998, str. 96-107
- J.Hošek: Metalografie ve službách archeologie, Praha-Liberec 2003
Napsal Patrick Bárta, publikováno v periodiku Živá archeologie 11/2010, Katedra archeologie FF Univerzity Hradec Králové, str. 136-137, ISSN 1213-1628
BÁRTA Patrick, Ostruha z 9. Století z Divák pohledem kováře. Hradec Králové 2010. Živá archeologie 11/2010, str. 136-137, ISSN 1213-1628
Summary: A 9th.century riding spur in the view of blacksmith
Patrick Barta made a replica of a riding spur of Prušánky type from medieval cemetery in Divaky(CZ), grave 163(photo 2). The Divaky spur isnt very exacting product of blacksmithing(see making process-fig 1) except making of plates on ends of spur-legs. These plates were probably drilled and than put together by small iron rivets to the spur-legs(fig.3). "ecause the ownership of small gimlet for drilling of iron was in early middleage certainly rare, so there is probable, that the maker wasnt a ordinary smith, but a specialist. Two spurs need 320 g of soft iron and 15 hours of smith-work. It appears, that spurs were common and no very expensive goods.Anyway in overall charges for riding horse was certainly a amount for spurs only trivial part.