Texty - Některé techniky zdobení
Některé historické techniky zdobení kovů z pohledu řemeslníka
Úvod
Povrchy kovových předmětů byly v minulosti často dekorovány zdobením různými technikami, ať již z čistě estetického důvodu, či z důvodu vyjádření společenského statutu majitele, nebo, a to pravděpodobně nejčastěji, kombinací obou důvodů. Některé z mnoha výzdobných technik bych zde rád přiblížil, a to především z pohledu praktického řemeslného postupu té které výrobní technologie, neboť znalost výrobního postupu předmětu může být velmi užitečná při konzervování-restaurování kteréhokoliv historického artefaktu. Na závěr tohoto krátkého úvodu ještě moje stručné curiculum vitae. V letech 1993-5 jsem absolvoval pomaturitní studium na SŠUŘ v Brně na ulici Husova v oboru "Výtvarné zpracování kovů - umělecké kovářství". Od této doby se prakticky věnuji problému rekonstrukce starých řemeslných postupů při výrobě replik-rekonstrukcí historických předmětů pro muzea či soukromé sběratele, přičemž v aktuálním čase ještě studuji na MU Brno obor "Chemie konzervování-restaurování".
Damaskování – angl. pattern-welding, něm. Damaszierung
Jde o techniku založenou na kovářském svaření-spojení lamel ocelí s odlišným chemickým složením (lišícím se obsahem uhlíku, případně fosforu) a následným různým kovářským tvarováním pro docílení určitého konkrétního dekorativního vzoru, který je na vyleštěném povrchu předmětu makroskopicky viditelný, a to po zvýraznění leptáním vhodným leptadlem. Technika byla používána na zdobení čepelí zbraní – mečů, nožů a hrotů kopí.
Nejdříve je nutno objasnit co je kovářské svařování. Jde o pevné spojení dvou či více kusů kovu za pomoci tlaku (úder kladiva) a teploty, která je vždy nižší, než bod tání daného kovu či slitiny a u železa dosahuje asi kolem 1300 °C. Teoreticky lze tímto způsobem svařit jakýkoliv kov v čistém, či čistotě se blížícím stavu – já osobně jsem kromě železa vyzkoušel ještě měď a nikl. U slitin s větším množství příměsí použitelnost této techniky klesá, je-li příměsi řádově desítky procent, lze ji považovat za nesvařitelnou. V historii bylo kovářské svařování používáno ponejvíce ke spojování železných předmětů, kde u starých svářkových materiálů vyrobených nízkoteplotní přímou metodou redukce byly legovacími prvky jen uhlík, případně fosfor, a to v množství vždy menším než 1 % hmotnostní. Protože se kov při vysoké teplotě pokrývá vrstvou svého oxidu, která by svaření znemožnila, je třeba na ochranu povrchu použít snadno tavitelný očisťovací prostředek tvořící na povrchu taveninu, která při úderu kladiva odstříkne pryč ze spoje. Jako očišťovadlo byl používán křemičitý písek, některé druhy jílů, nebo snadno tavitelné soli, jako je borax.
Za vynálezce této metody zdobení jsou nejčastěji považováni kováři z Galie, kteří základy techniky (tzv. protodamask) vynalezli někdy před zlomem letopočtu [Tyllecote – A History of Metallurgy, 1992]. Je třeba říci, že původně byla technika kompozitního damasku vyvinuta na zlepšení mechanických vlastností zbraní, jako výzdobná byla používána až sekundárně, a to zhruba v rozpětí mezi roky 200 a 900 po Kr., s krátkou renesancí na puškových hlavních v 18.-19. století. Damasková móda ve středověké Evropě každopádně končí ještě před rokem 1000, technika byla ale využívána i v Orientu (v Persii a Turecku až do 19. stol.).
Výroba nejjednuššího "V" vzoru damasku začíná vždy kovářským svařením balíků střídavě proložených lamel oceli s různým obsahem uhlíku nebo fosforu, tzv. "paketu". Vzniklé kompozitní tyče jsou po prokování do vhodných rozměrů za tepla zkrouceny tak, že na jedné vznikne levotočivý a na druhé pravotočivý závit. Tyto tordované tyče jsou svařeny k sobě, čímž vytvoří budoucí damaskový střed čepele. K tomuto polotovaru je poté ještě přivařeno z každé strany jedno ostří z kvalitní oceli, neboť samotný damask je velmi houževnatý, nicméně nedostatečně tvrdý k tvorbě funkčního ostří (viz. obr. 1). Tento výrobek byl po celkovém dotvarování kováním, opilování, zakalení a vybroušení leptán nějakou dostupnou chemickou látkou, v minulosti pravděpodobně organickou kyselinou (např. kys. octová), nebo byl možná jen vystaven korozi, čímž se rozdíly v chemickém složení jednotlivých lamel makroskopicky zviditelnily jako různé odstíny šedi mezi černou (perlitická, respektive po kalení martenzitická struktura kovu) a bílou (feritická struktura) barvou jako dekorativní vzor (viz. obr. 2). Výše popsaný a zobrazený jednoduchý "V" vzor není samozřejmě jediný možný. Paleta vzorů damasku je neuvěřitelně pestrá a jsou známy stovky různých druhů – záleželo jen na fantazii kováře. Každopádně se ale dá říci, že každý jednotlivý kus byl díky ručnímu zpracování originálem.
 obr. 1 – Damaskový střed čepele meče a dvě tyče ostří před závěrečným svařením
obr. 1 – Damaskový střed čepele meče a dvě tyče ostří před závěrečným svařením
 výsledný "V" vzor na povrchu vyleštěné a vyleptané rekonstrukce čepele meče z 9.stol. ze Starého Města, ČR
výsledný "V" vzor na povrchu vyleštěné a vyleptané rekonstrukce čepele meče z 9.stol. ze Starého Města, ČR
Tauzie – angl. inlaying, něm. Tauschierung
Slovo samo pochází z arabštiny a jde o jednu z možností inkrustace kovové spodiny (nejčastěji železo, případně bronz) kovem ušlechtilejším (Au, Ag, mosaz) za studena mechanickou cestou, přičemž výsledkem je barevný, případně i plastický reliéf.
Nejstarší doklady techniky jsou z 5.- 4.tisíciletí př. Kr. z Mezopotámie, v Egyptě je používána jistě již od doby 13. dynastie [Filip – Umělecké řemeslo v pravěku, 1997] . V Evropě známa od doby bronzové, masově používána v antice, středověku a renesanci na ozdobu luxusních užitkových předmětů (ostruhy, třmeny, kování opasků) či zbraní (rukojeti mečů). Po roce 1600 její obliba klesá.
Tauzovaná vložka může být v zásadě jakéhokoliv tvaru, nejčastěji bylo ale používáno drátků, které pak ve výsledku tvořily barevnými liniemi zamýšlený dekor. Obtížnost techniky roste s růstem plochy vložek, s tvrdostí použitého materiálu (roste v řadě Au, Ag, Cu, mosaz) a s rostoucím zakřivením tauzované plochy (nejlépe se tauzuje rovná plocha).
V nejjednodušším provedení je do rýhy se zdrsněným dnem, vyryté do spodiny (viz. obr. 3), vtepán drátek kulatého profilu. Vystupující kov drátku je dotvarován rydlem - tvar linií je začištěn - a pozadí spodiny je nakonec vhodně upraveno, v tomto konkrétním případě puncováním a patinací (nahřátím celku na cca 400 °C, přičemž železná spodina se pokryje šedomodrou vrstvou oxidů, zatímco barva zlata se nezmění) – viz. obr. 4.
 obr. 3 – Vysekaná drážka v železné spodině připravená k aplikaci drátkové tauzie
obr. 3 – Vysekaná drážka v železné spodině připravená k aplikaci drátkové tauzie
 obr. 4 – Hotová rekonstrukce zlaté tauzie s patinovaným železným podkladem na kování pochvy římského meče z počátku 3. stol. z Vimose, Dánsko
obr. 4 – Hotová rekonstrukce zlaté tauzie s patinovaným železným podkladem na kování pochvy římského meče z počátku 3. stol. z Vimose, Dánsko
Filigrán
Slovo samotné pochází z latiny a je mezinárodní ( filum - vlákno, granum - zrno) v nejširším slova smyslu znamená drobný reliéf vytvořený pomocí kovových vláken. Drátky, které mohou být hladké, vroubkované, nebo zkroucené do provazce, jsou vysokoteplotním pájením připájeny ke spodině. Jde o techniku především stříbrnickou, ale ani u zlata či barevných kovů není vzácností.
Nejstarší doklady jsou známy z Egypta v období 12. dynastie, největší rozkvět zažívá spolu s granulací u Etrusků v Itálii od 6. století př. Kr. [Filip – Umělecké řemeslo v pravěku, 1997]. V Zaalpské Evropě oblíbený nejvíce v období Karolinské renesance, po r. 1000 aplikován méně, nicméně technika nebyla nikdy zcela zapomenuta. Byl používán na zdobení šperků a drobných užitkových předmětů.
V prosté variantě této techniky je na povrchu spodiny vyskládán z drátků zamýšlený ornament (viz. obr. 5) a poté je připájen pájkou (v práškové formě s tavidlem, např. boraxem) za teploty kolem 800 °C. Celek je pak vytvarován a vyleštěn (viz. obr. 6).
 obr. 5 – Filigrán – tordované drátky před napájením na spodinu
obr. 5 – Filigrán – tordované drátky před napájením na spodinu
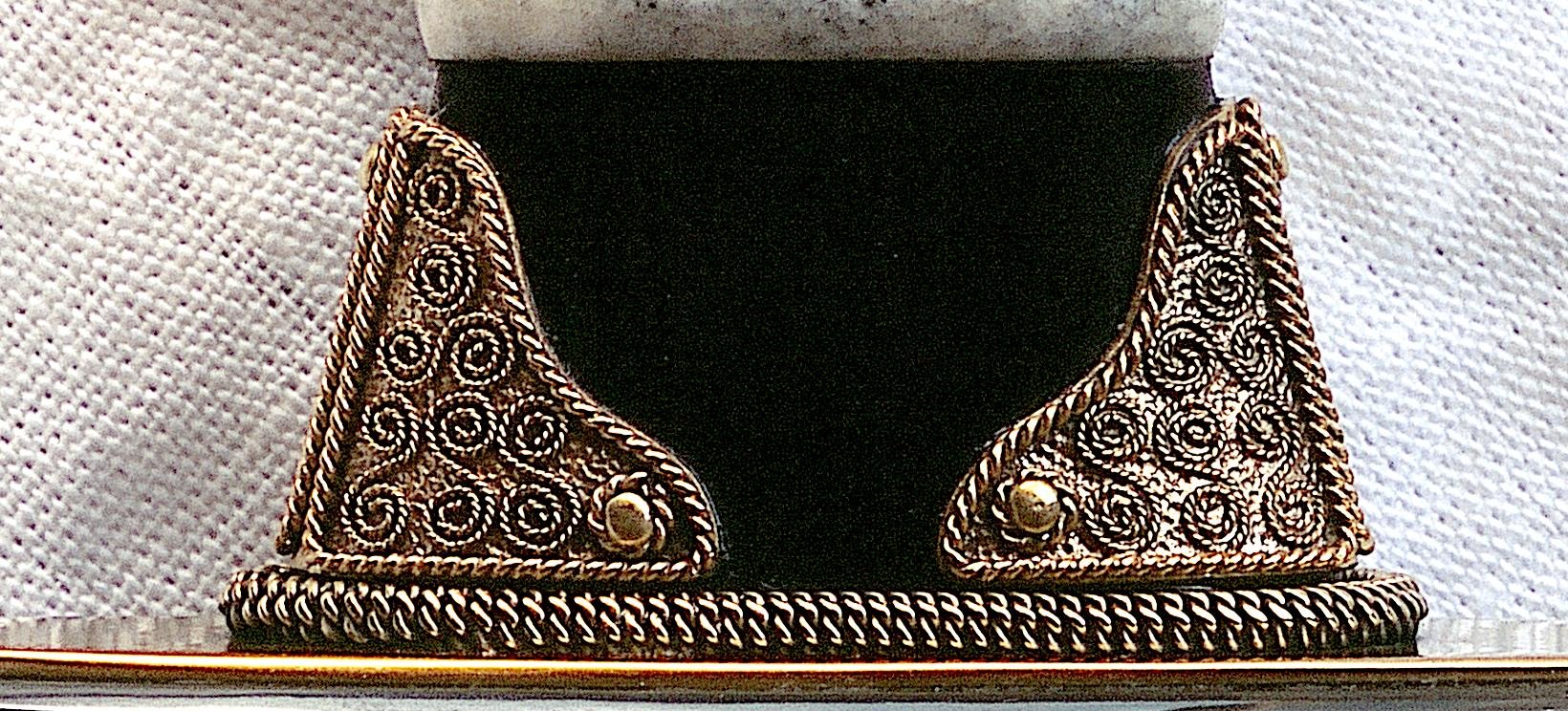 obr. 6 – Rekonstrukce filigránového kování rukojeti meče ze 7. stol. z Sutton-Hoo, Británie
obr. 6 – Rekonstrukce filigránového kování rukojeti meče ze 7. stol. z Sutton-Hoo, Británie
Cloisonné
Výraz je mezinárodní a pochází z francouzštiny (cloisonné – přihrádka, buňka). Jde o inkrustaci kovové spodiny za studena nekovovým materiálem, nejčastěji polodrahokamy (v Evropě granáty-almandiny, v Egyptě byl oblíbený lapis lazuli) či barevným sklem tak, že vznikne barevný reliéf (neplést s podobným výrazem émail cloisonné – technika zdobení přitavením barevné skleněné hmoty – smaltu – zatepla). Vložky můžou být průhledné i neprůhledné. U průhledných byly podkládány leštěnou kovovou folií pro odraz procházejícího světla, čímž lépe vynikne jejich barva.
Technika má původ pravděpodobně v Orientu (snad Indie), od doby 12. dynastie je známa v Egyptě, od 5. stol. po Kr. přes Byzanc proniká do celé Evropy jako móda germánských „barbarů“, v 8. století postupně opouštěna [Filip – Umělecké řemeslo v pravěku, 1997]. Byla používána k dekoraci luxusních šperků a drobných užitkových předmětů.
Prakticky vypadá technika tak, že do připravené přihrádky v kovové spodině je položena na dno vyleštěná folie, na ni je vložena přesně vybroušená almandinová vložka (viz. obr. 7), a ta je upevněna rozklepáním okrajů přihrádky – viz. obr. 8. V některých případech ale mohly být vložky jednodušeji lepeny do otvorů tmelem – jde však o řemeslně "odbytou" variantu z období soumraku techniky. Jak vidno, jde o výzdobnou metodu podobnou tauzii s tím rozdílem, že u tauzie je rozklepávána přímo vložka.
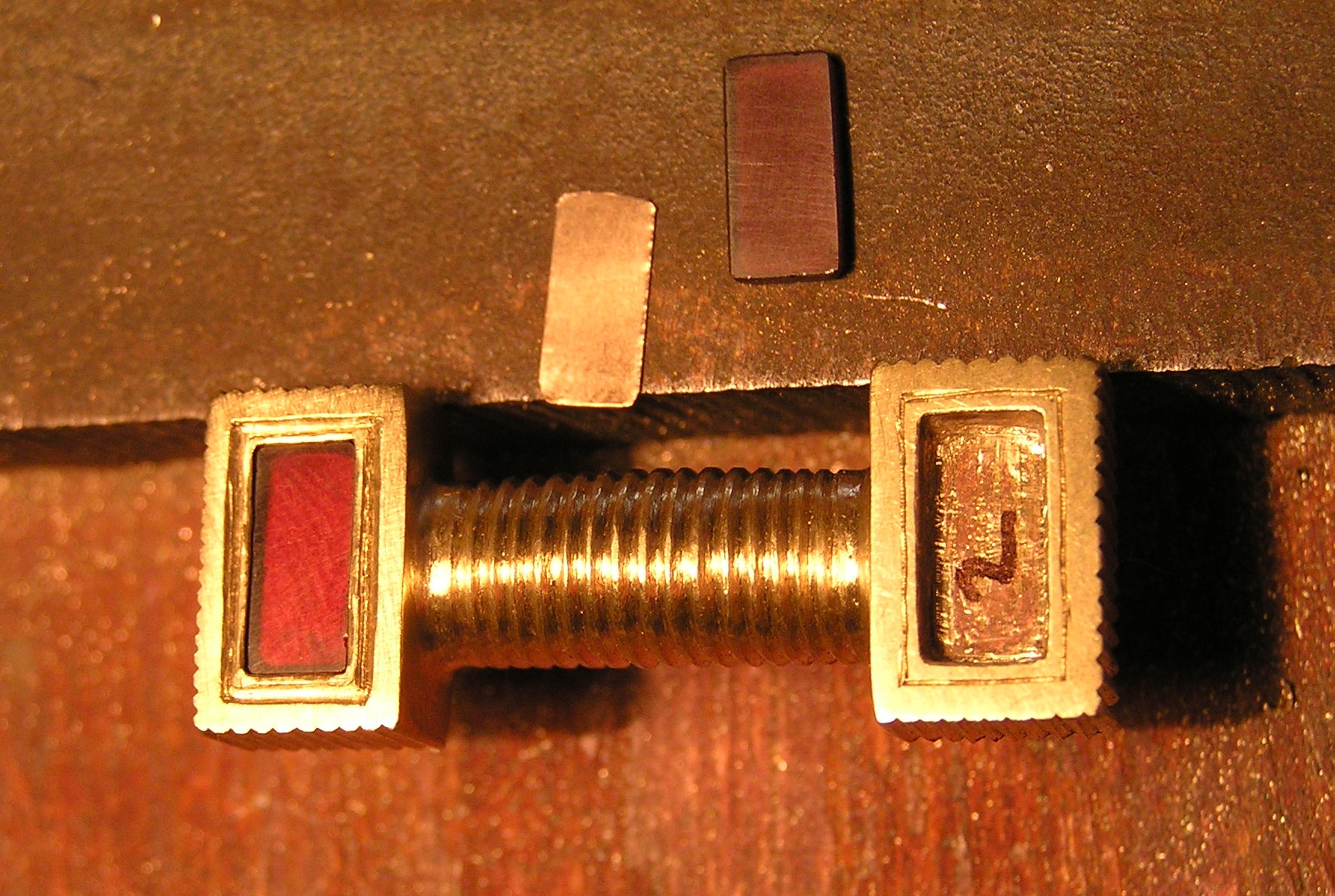 obr. 7 – Cloisonné – vybroušená almandinová vložka s folií před zatepáním do přihrádky
obr. 7 – Cloisonné – vybroušená almandinová vložka s folií před zatepáním do přihrádky
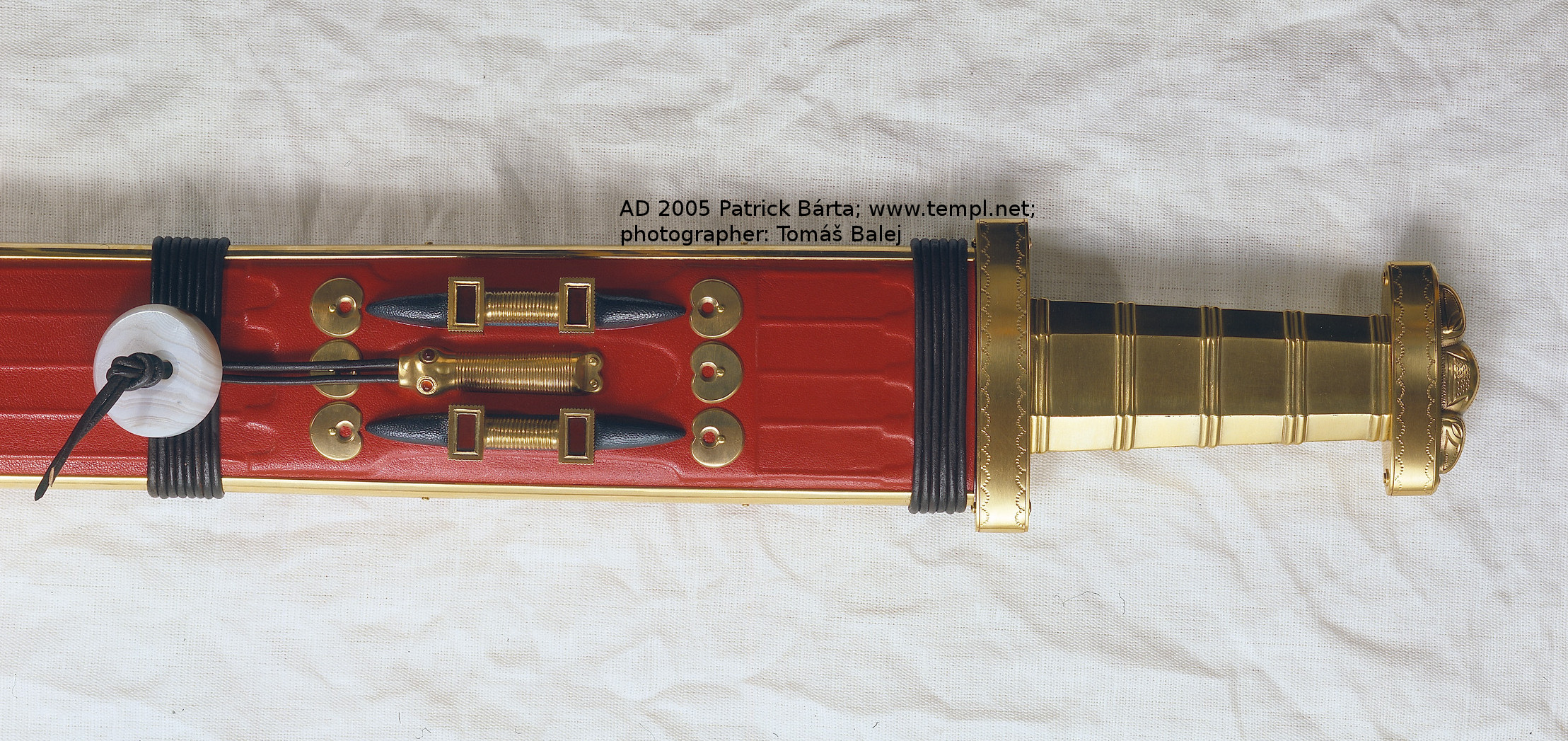 obr. 8 - Hotová rekonstrukce meče zdobeného cloisonné z 5. stol. z Blučiny, ČR
obr. 8 - Hotová rekonstrukce meče zdobeného cloisonné z 5. stol. z Blučiny, ČR
Závěr
Z výše uvedeného je zřejmé, že jde o jednu techniku kovářskou (damaskování), jednu pasířskou (tauzie) a dvě klenotnické (filigrán a cloisonné). Z řemeslného hlediska je zajímavé porovnat tyto techniky z hlediska pracnosti. Pracnost provedení techniky na jednotku plochy obecně roste v řadě damaskování – filigrán – tauzie – cloisonné, přičemž ozdobit 1 cm2 plochy nejpracnější technikou cloisonné může trvat až 50 pracovních hodin.
Z hlediska odolnosti techniky proti "zubu času" u prvních tří lze říci, že jsou velmi odolné a často se zachovají i po plném prokorodování spodiny materiálu (archeologické tauzie), případně se samy mohou stát korozními produkty, které ale částečně přebírají původní vzhled dekoru (archeologické nálezy damaskovaných předmětů). V případě techniky cloisonné je třeba být při případné konzervaci-restaurování velmi opatrný, protože vložky jsou většinou z velmi křehkých materiálů a vlivem roztepání okrajů otvoru může u vložky dojít k pnutí, které se při sebemenším dalším mechanickém namáhání může projevit jejím prasknutím. Naopak při nedostatečném rozklepání okrajů otvoru může dojít k vypadení vložky.
Citovaná literatura:
- FILIP J. Umělecké řemeslo v pravěku. Praha 1997
- TYLLECOTE R. F. A History of Metallurgy. London 1992
Autor: Patrick Bárta, kovářský atelier Templ, email: templ@templ.net
Autoři fotografií: Patrick Bárta – fota 1,2,3,4,5,7 a Tomáš Balej – fota 6,8
Publikováno ve sborníku konference Muzea, památky konzervace, MU 2011, ISBN 978-80-210-5628-2
BÁRTA Patrick, Některé historické techniky zdobení kovů z pohledu řemeslníka. Brno 2011. Muzea, památky konzervace. ISBN 978-80-210-5628-2
Summary: Some decorative metallwork technologies from the view of a craftsman
The article shows four decorative metallwork technologies from the view of a craftsman. There are one blacksmith technique (pattern-welding), and three jewelery technologies (inlaying, filigree- work and cloisonne). The most elaborate from this four technologies is the cloisonne – the decoration of one square centimeter can take more than 50 work-hours. From the view of resistance against damaging it the time of conservation are pattern-welding, inlaying and filigree work relatively resistant, but the problem can be with conservation- restauration of cloisonne-work. The cloisonne inlay, the most from garnets or glass, are very fragile and already since the birth of the object can be under stress. Than very small mechanical impulse can produce a crack of whole inlay.